Battery Energy Storage Systems (BESS) are transforming our energy landscape – and REMBE is pushing the boundaries of their protection. No two BESS are identical, and each requires its own tailored approach. Drawing on over 50 years of explosion protection expertise, we are leading the way in developing protection solutions that balance safety requirements with commercial objectives. Our integrated approach leverages multiple layers of safety, combining options for early detection and combustible concentration reduction with optimized deflagration vents to safeguard next-generation BESS installations.

Fig. 1: Energy Storage System protected by REMBE
REMBE offers a comprehensive range of products that help safeguard BESS against explosions. Three distinct product series enable optimal solutions for any BESS installation, each bringing unique advantages to your project.

Fig. 2: The BESS Core Venting Series
The BESS Core Venting Series delivers efficient roof venting through our proven EGV products. Engineering excellence meets customization – each product is precisely tailored to customer specifications, from size and burst pressure to insulation materials and properties. This series offers proven protection with attractive volume pricing.

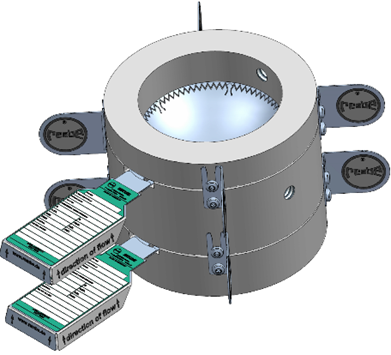
Fig. 3: The BESS Smart Venting Series
Innovation takes center stage in the BESS Smart Venting Series with BESS.TGV, our revolutionary deflagration vent for BESS enclosure sides. The patented TargoVent principle deflects explosion effects upward to a safe location. By moving explosion protection from roof to container sides, BESS.TGV eliminates concerns about snow loads and hail impact while freeing up valuable roof space. This creates new possibilities for BESS configuration, such as vertically stacked installations. With a uniquely slim profile, BESS.TGV seamlessly integrates into any BESS enclosure.

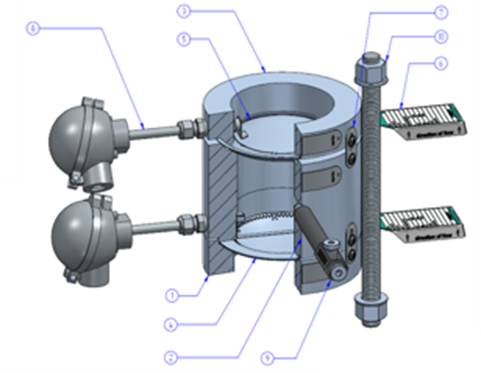
Fig. 4: The BESS Premium Venting Series
The BESS Premium Venting Series represents our latest breakthrough in explosion protection. As pioneers of flameless venting technology, REMBE has developed BESS.Q.Vent – the first flameless vent specifically engineered for BESS applications. By eliminating external flames and minimizing thermal and pressure effects, BESS.Q.Vent enables safe installation of BESS in indoor locations and other sensitive environments.
Enhancing this comprehensive protection portfolio, advanced detection systems provide an extra layer of safety. Our Hotspot and GSME sensors detect critical faults before they escalate: Hotspot through precise thermal monitoring, and GSME through multi-gas detection. This early warning capability enables early intervention before potential issues develop into thermal runaway events, completing our integrated approach to BESS safety.
Beyond our products, REMBE is your global consulting and engineering partner throughout your entire project. Our explosion protection experts and external engineering partners work closely with you to determine the optimal safety solution for your specific requirements.