
.jpg) The role of technical training and its impact within the food and drink sector - Results of research carried out by MCP Consulting and Training, October 2009
The role of technical training and its impact within the food and drink sector - Results of research carried out by MCP Consulting and Training, October 2009 INTRODUCTION
In recent years the extremely competitive nature of food and drink manufacturing has increased the drive for higher productivity, improved equipment efficiency and lower operational costs. Plant reliability is paramount to achieving these requirements along with a cross-skilled and high performing workforce.
Companies within food and drink manufacturing need to empower and train their operations, production and maintenance teams if they wish to succeed in this evolving and competitive marketplace. MCP’s research of over 350 companies illustrate that although there has been some progress in recent years, the UK’s food and drink manufacturing organisations still have a long way to go before achieving this.
The Research Methodology
MCP Consulting and Training has carried out an analysis of the approach to training from companies in the food and drink manufacturing sector, with turnovers ranging from £10m to £500m. The research is based on the responses from over 350 AMIS* assessments of food and drink companies engaged in:
Brewing, distillery and bottling
Meat processing
Snack foods manufacture
Seafood processing
Dairy products
Tea and coffee processing
Ready meals production
Cakes and Desserts
Soft drinks manufacture
Bread and Cake baking
The survey findings were collated from the questions in the AMIS audit that relate to:
? Maintenance technical skills
? Skills and training needs analysis
? Operator involvement and competency in equipment operation
? Total Productive maintenance TPM
? Companies’ approach to training
? Continuous Improvement
? Best Practice tools and techniques
? Maintenance strategy downtime analysis
The responses to individual questions by each company were scored on a scale of 1 to 4, with 4 indicating full compliance with best practice and 1 indicating none or minimal compliance.
(* - MCP’s maintenance benchmarking programme)
Research Highlights
The latest analysis shows an improvement in the approach to training in recent years, with more companies recognising the need for enhancing their employees’ skills. However, the sector still has some way to go to improve its performance in the provision of effective training.
? 40% of companies have an effective apprentice training programme
? 46% of companies do not have a formal basis for defining the skills required for their business operations.
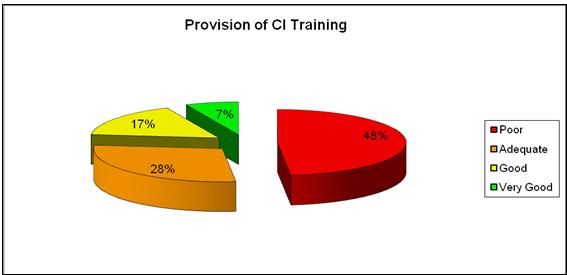
? Only 7% of companies have provided Continuous Improvement and problem solving techniques to their manufacturing and maintenance staff.
? Less than 10% of companies have introduced or sustained the principles of TPM (Total Preventive Maintenance)
? Only 16% of companies have provided their staff with formal training in maintenance management techniques
? Only 18% of companies reported that all of their plant operators were fully trained and competent to operate the production equipment.
? 36% of companies see their training and development as an investment for the future.
? Equipment mechanical downtime within the industry averages 10%
The results indicate that for the majority of companies there are significant opportunities for improving training and competency in their manufacturing operations.
Adopting a structured approach to training which provides the right training at the right time can improve equipment performance and plant efficiency.
With equipment downtime levels averaging 10% and Overall Equipment Effectiveness (OEE) levels averaging 55 % the benefits from a well trained and competent workforce can be worth £2-3million** for the typical food and drink company.
** Value is based on a company with 3 production lines each working 3 shifts per week with mechanical downtime of 10% and non mechanical downtime of 10% and a lost opportunity cost of £ 1000 per hour
Summary of Best Practices exhibited by high performing companies
The future of food manufacture in the UK will be based on:
? Increased use of automation and robotics
? Less reliance on unskilled workers
? Dependence on multi-skilled high performance working teams
The organisation should therefore develop its structure for maintenance of its physical assets based on an understanding of:
? The business objectives and strategy
? Equipment maintenance requirements
? The skills and competency levels required of its employees
? Legislation and regulation relating to their business and company policy
Research carried out by the Engineers Employers Federation (EEF) on High Performance Working has identified the need for a number of practices to be in place. These include:
? Appropriate selection and recruitment processes
? Sophisticated and wide coverage training
? Flexibility of work force skills
? Team-working
? Job variety, accountability and authority
? Use of improvement processes
? Sharing of information and knowledge
High performing companies must therefore demonstrate all or most of the following:
? Equipment operators are responsible for completing simple maintenance and repair tasks
? Equipment operators with a high level of ownership of their equipment and be fully trained in its operation.
? A culture of continuous improvement is encouraged throughout the organisation from shop floor to top floor.
? Recruitment processes include for assessment of competency capability to be trained in a variety of skills
? Training needs analysis is used as the basis of determining the training requirements for maintenance technicians, operators and supervisory staff
? Production and maintenance management should have a good understanding of the fundamental principles of equipment management and maintenance best practice and good manufacturing practice
? Training is provided on a regular basis and is seen as an investment, and is reviewed for its effectiveness and delivery of benefits.
The results of this survey indicate that many of the above are not effectively provided, therefore presenting an opportunity for companies to improve their business performance through better equipment reliability, increased plant utilisation, reduced costs and increased skills levels.
Research Results
In this section of the report we present the results of the analysis.
1. Provision of Technical skills
The start point for determining the training needs of a company is to understand what skills are required to deliver the business objectives and the full workload, whether that is maintenance, production or quality etc.
For too many companies, training decisions are left to the individual to make as to what training they need, or would like.
The other common approach is to provide blanket training to everybody irrespective of individual needs. Both of these methods are costly and wasteful of resources. The current approach to training needs varies across the industry with some good examples of best practice. However, for the majority of companies there is little or no structured approach to assessing either types of skill required or the training needs of individuals.
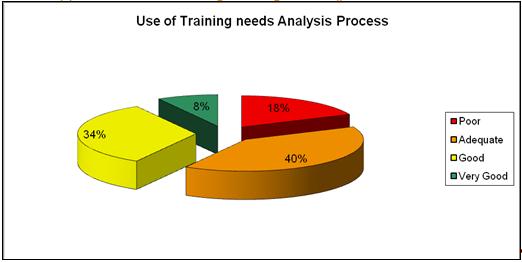
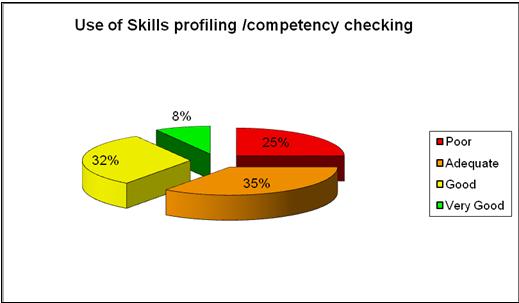
1.1. The approach to determining training needs
The responses show that only 8% of companies can claim to demonstrate best practice, with 32% demonstrating a good approach. Competency checking is often carried out at a superficial level with the focus on legal and business procedures rather than the skills necessary to operate and maintain the equipment. The development and application of a good training needs analysis process and individual competency check should be used to drive training programmes.
Having competent technicians and operators is good for business. Freeing up technicians through up skilling operators enables the technicians to focus on continuous improvement activities.
Competence is linked to safety and plant efficiency. Section 2 of the Health and Safety at Work Act requires all employers `to ensure, so far is reasonably practicable, the health, safety and welfare of all his/her employees’. Section 3 extends this to non employees. In order to do this, an employer must understand the legal duties facing him/her, and keep up to date with any changes. Section 2 also requires employers `to provide such information, instruction, training and supervision as is necessary to ensure, so far as reasonably practicable the H & S at work of all employees.’
 The IMechE published an article in April 09 on the need for managers to protect themselves with respect to corporate manslaughter, with more cases now being brought against individuals. If there is not enough evidence for a corporate manslaughter charge, the HSE focuses on getting a conviction under section 37 of HSW Act which applies to individuals.
The IMechE published an article in April 09 on the need for managers to protect themselves with respect to corporate manslaughter, with more cases now being brought against individuals. If there is not enough evidence for a corporate manslaughter charge, the HSE focuses on getting a conviction under section 37 of HSW Act which applies to individuals.1.2. Training provision
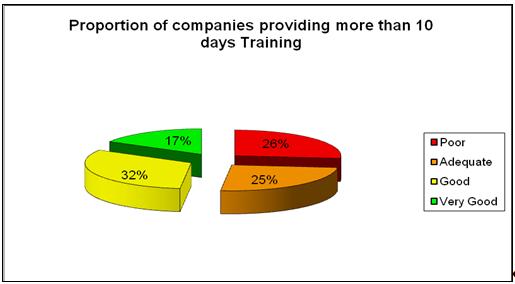
Training for both maintenance technicians and operators in the skills required to do the job, should be based on a skills profiling process. However, 57% of companies had no or irregular training, often in subjects that were not related to current job requirements.
The number of days of training received per member of staff, which should be on average ten days per person, is only provided by 17% of companies.
This is not surprising in the food and drink industry where production demands do not easily allow for the release of staff for training unless it is focused on regulatory or compliance issues.
2. Focus of Current Skills Training
The shortage of good technicians and the downward pressures on numbers employed, means that companies must make the maximum use of the skill base. This means providing them with the skills and knowledge to enable them to maintain the increasingly technical equipment being installed. The technicians of the future will be competent in more than one skill and will be recognised for his/her technical knowledge and skill ability to lead an operations team and provide coaching to the team in basic maintenance skills rather than his/her ability to fix equipment when it breaks.
In many organisations the technician’s full range of skills are not utilised with the majority of time spent on minor adjustments, lubrication and responding to failures caused by poor maintenance or equipment operation. This time can be better utilised.
In high performing organisations operators are encouraged to take responsibility for basic asset care tasks (minor adjustments, set-ups, inspections and changeovers) freeing up the technicians to address more technical/complex issues. In the survey 46% of companies encouraged this approach, which released technicians to focus on reducing work backlog and driving equipment improvements. In the best performing company some 20% of technician’s time is spent on improvements.
2 .1 Apprentice training
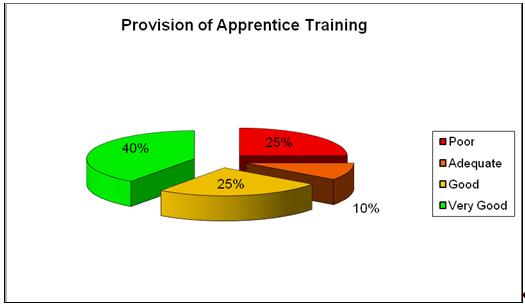
In the last two years there has been an increase in the number of companies who are increasing their apprentice intake or are employing apprentices fro the first time.
The apprentice training is more focussed on providing the mix of skills required in the modern manufacturing environment.
2.2 Maintenance Technical skills
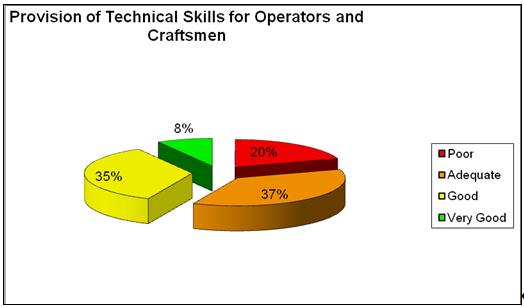
If companies expect high levels of performance then it follows that they should provide those responsible for equipment maintenance and repair with the right skills, and support regular training in new skills and latest developments. This philosophy is apparent in less that fifty percent of the sample population. There is still a commonly held belief that the skills learned by technicians in their apprenticeship are still the only ones required even though it maybe twenty years or more since they were acquired.
2.3 Operator skills
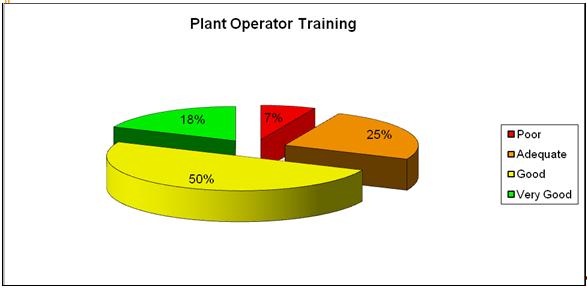
To ensure safe and productive operation of equipment requires operators to be fully competent in the operation of the equipment. All too often training is based on the ‘watch Nelly approach’ or initial training is not followed up with checks to ensure the standard operating procedures are being adhered. It is also a common practice to transfer operators to equipment they have not being trained on when staff shortages occur.
2.4 Team leader skills
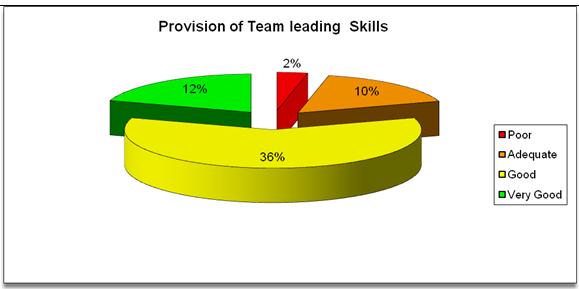
The provision of soft skills training is far better provided for, often because the company has signed for Investors in people, or they see the management of people as more important than the provision of technical skills. This demonstrates the poor recognition of the need for training in technical skills by human resources and engineering departments.
2.5 First line Maintenance
TPM – Total Productive Maintenance is a world class approach for continually improving equipment and plant performance by:
? Retaining equipment in an as new condition as possible
? Maintaining and improving equipment by effective preventive and predictive maintenance to achieve zero failures
? Empowering operators to take responsibility for simpler maintenance tasks, improvements and changeovers.
The full TPM journey can take several years to achieve the desired results and sustainability, which does not always meet a business need of improving performance in the short term. A more effective approach is Operator Asset Care, which uses the concepts of TPM in a more selective way, with the objective of delivery improvements in the short term, hence meeting business needs of the food and drink industry.
The results show that only 12% of companies have a good understa
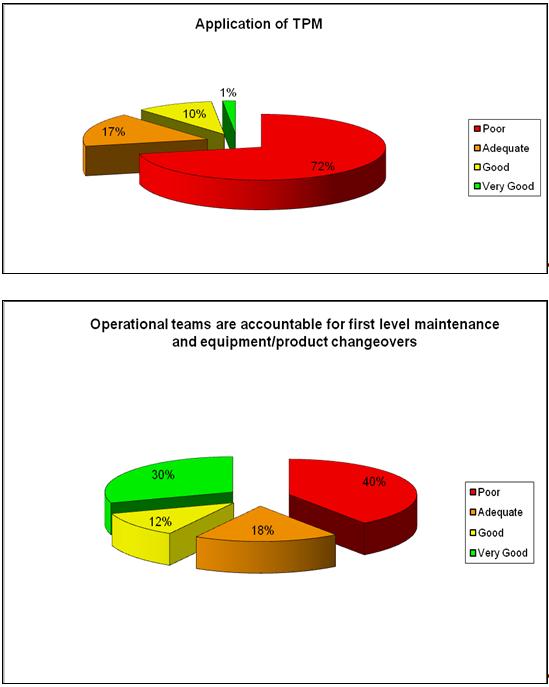 nding and approach to either operator asset care or TPM. Similarly 58% of companies do not promote operator involvement in basic tasks and equipment changeovers.
nding and approach to either operator asset care or TPM. Similarly 58% of companies do not promote operator involvement in basic tasks and equipment changeovers.In most food and drink companies, the changeover of pack sizes can be re-designed or automated for ease of changeover, and consequently the technician is no longer needed to achieve the changeover.
However 40% of companies rely on the engineering team to take on changeovers. The solution is to use the technicians to redesign the changeover process so there is minimal use of tools, and changeover time is reduced through good automated planning. The techniques of Changeover reduction should be used to achieve a higher level of operator involvement by simplifying the process.
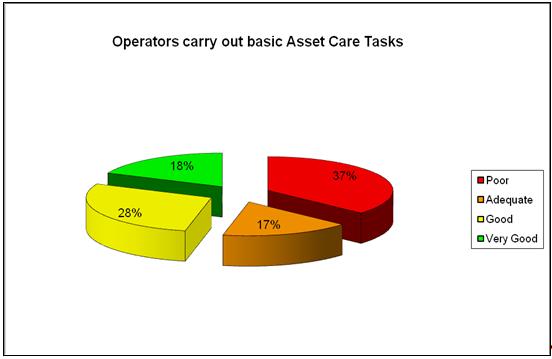
Tapping into the inherent ability of operators is key to high levels of performance and better use of highly qualified technicians. The simpler maintenance tasks such as lubrication cleaning of equipment and minor adjustments can all be transferred to operator through the appropriate training. The application of this concept is poor in over a third of the sample.
2.6 Continuous Improvement
Turning to the concepts of Continual Improvement the number of companies who encourage training and application of CI techniques is very low, with 48% reporting no involvement, and only 7% reporting a high degree of engagement. Continual improvement training in topics such as Root Cause Analysis, Problem Solving, Analysis of Data, and Failure Modes Effect Analysis is invaluable to both operators and technicians. It is the key to achieving improvements in both equipment reliability repair time and process optimisation.
Training has always been seen as an easy target for cost reduction, particularly when economic conditions deteriorate. A large number of companies in the survey (more than 39%) still view training as a cost rather than an investment. In order to get the best value from training it is necessary to understand why the training is being requested? What value to the business it will bring? and is it appropriate? Finally any training must be assessed to make sure it has achieved the original objectives and that the company is achieving a return on the investment. Sadly many companies still see training as an unnecessary cost. This result is also supported by the response regarding frequency of training and days of training provided.
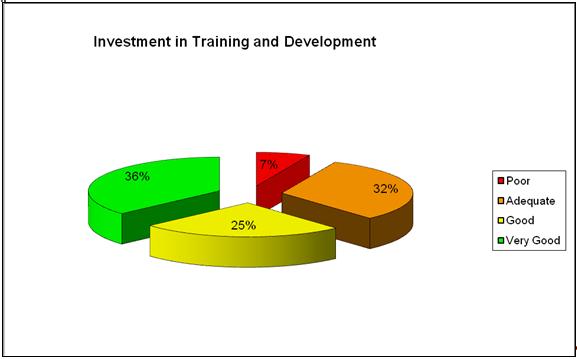
In approximately forty percent of the sample population the perception is that training is seen as a cost rather than an investment.
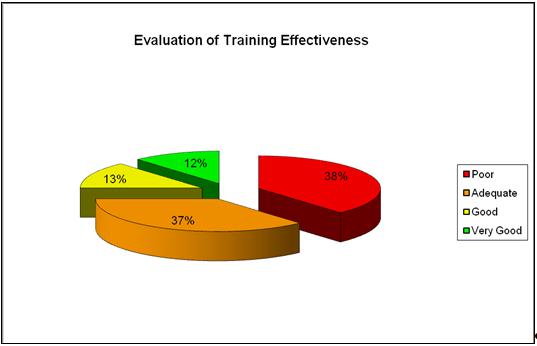
Less than 25% of companies have any effective means of assessing that the training provision is providing value to the business.
Too many companies rely on the trainees completing a training feedback which is generally reviewed and filed. This does not necessarily measure if the trainee has learned anything and if they are applying their new learning.
3 The impact of training on Business Performance
There is no doubt that a well trained workforce is more motivated, remains with the employer for longer and has less sickness absence.
But if these are the indirect impacts of training what are the direct impacts?
The first is the level of equipment downtime due to either mechanical reliability issues or production related issues.
The food industry is highly competitive often working on tight margins with costs driven downwards by the supermarkets and big retailers.
Looking at equipment reliability the average level of downtime attributed to mechanical /electrical issues averages 10% whilst the level of downtime attributed to non-mechanical downtime can be as high as 25% (This downtime includes cleaning breaks unplanned stops and changeovers).
Overall equipment effectiveness OEE measures in the industry are on average fifty to sixty. This means that in practice most companies could double their output!
In this survey we analysed the levels of mechanical downtime the results show that only 2% have downtime levels at world class levels. The biggest proportion of the sample showed downtime values in the range of 7-12%.
3.1 Engineering downtime
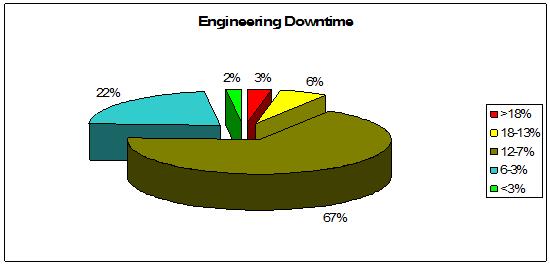
What are the causes of this downtime and why is it allowed to continue? Preventive maintenance is used as the main source of minimising equipment failures resulting in downtime.
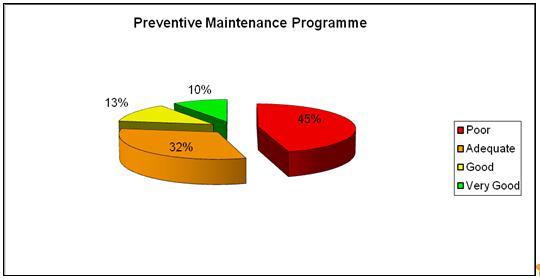
Preventive maintenance tasks should be based on a structured analysis of the possible failures. Due to production pressures in food factories, many preventive maintenance tasks are delayed or ignored completely. This may not be a safety issue for some tasks, but omission of the work is done at a local level rather than a controlled risk based manner.
In most companies the preventive maintenance programme is not effective and has not being reviewed to check that it reflects current performance and supports equipment reliability objectives. In the survey some 45% of companies had a poor or inadequate preventive maintenance programme.
3.2 Use of Preventive Maintenance
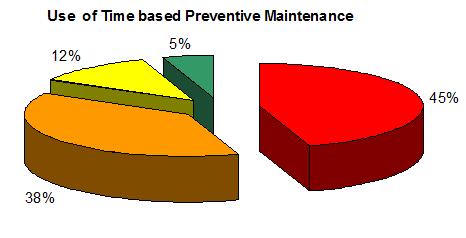
3.3 The basis of maintenance task frequency
Of those companies that have a good preventive maintenance programme the majority still rely on a time based strategy to carry out the identified task. Unless the plant is running at high levels of usage on a regular basis, day in day out then it is more cost effective to base the frequency of preventive maintenance tasks on the hours that the equipment has operated. This approach will reduce the chances of induced failures, and create more time for operators, technicians and production operators.
Closely related to TPM and Operator Asset Care is the degree to which operators are trained and competent to operate equipment. 50% of companies record that their operators are well able to operate equipment without risk of damage or failure. However, that leaves a balance of 50% of companies who have poorly trained operators and cause equipment failures.
Again the pressures in the food and drink industry often dictate transferring staff between equipment and employing agency staff. The cost of such practices can be high in terms of equipment damage.
3.4 Equipment Operation
The degree to which operators are able to operate equipment according to standard operating procedures has a great influence on the levels of downtime.
In many companies the highest level of day to day problems are minor stops caused by operators. In 32% of companies sampled, the ability of operators to run the equipment without causing failures was below average. The impact on production output will therefore be significant.
Training should be seen as an investment in the future prosperity of the organisation, and fortunately an increasing number of companies now recognise this.
Training is expensive in terms of actual provision and release of people, it is therefore important that companies have in place a method for evaluating that the delivered training has met its objectives and provided benefit to both the individual and the organisation. Unfortunately this is often not the case, our survey showed that only 25% of companies had an effective method of evaluating training.
Summary
The analysis of audit responses to training has highlighted significant opportunities for companies.
High performance demands a comprehensive and consistent approach to employee development. Training must be based on the needs of the business and the benefits arising from the acquired skills must be identified.
To improve equipment performance requires a holistic approach which involves both production and maintenance engineering staff working together, supported by training and coaching to deliver benefits to the business. But where will the benefits come from? There are two sources:
? Increased equipment reliability and performance (measured by OEE)
? Increased productivity and reduced cost of equipment maintenance
In general terms the bigger benefit will come from increased equipment performance. A typical company in the food and drink sector will loose the following production time:
? Changeovers 10%
? Equipment failures 10%
? Minor stops and adjustments 6%
? Operational downtime 12%
In a high performing company all of these losses will be less than 3%. The financial benefit of achieving this Wold Class performance is worth approx £500—750k per year to a typical company, for each production stream/line.
The benefits from providing focused training to address the needs of the business will provide a return on investment of 10-15 times the cost.
In a survey of manufacturing companies by Works Management magazine and reported in their April 2009 issue, the top five priorities for businesses in 2009 in order of importance are:
? Cost reduction/control
? Improving productivity
? Improving customer service
? Reducing manufacturing lead times
? Improving cash flow
A structured approach to improving equipment and maintenance performance will help to deliver all of these priority areas, but training is essential to achieve the desired outcome. It may also keep managers out of prison.
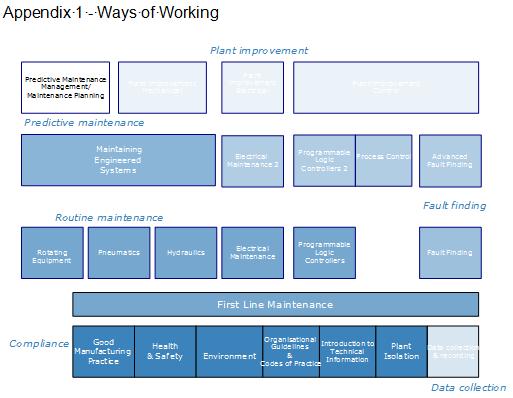
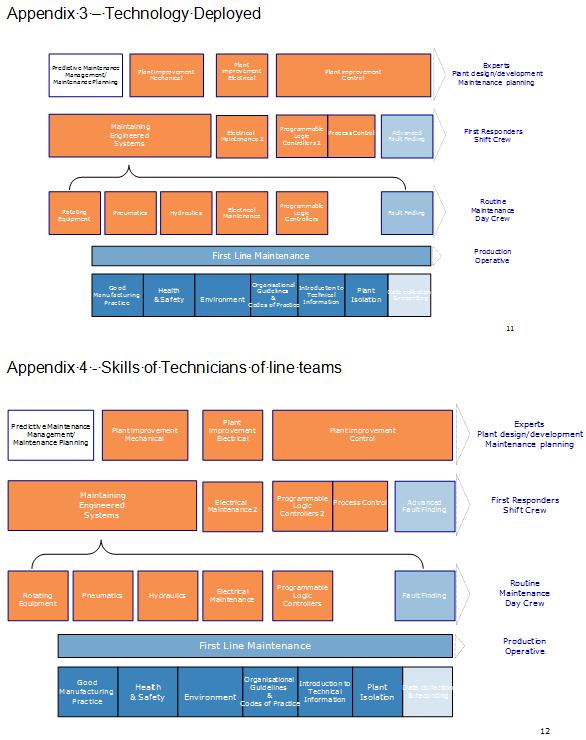
Shaping the future of training in food and drink manufacturing
The National Skills Academy Food and Drink Manufacturing are working with MCP to develop a training and skills model which will address the needs of the food and drink sector and support it to achieve high performance working.
The proposed model and the typical training modules required will be developed further by a group of employers working with MCP and NSA. The basic model is shown in Appendix 1 as a basis for discussion and development.
Research by CenFRA (Centre For Robotics and Automation) has shown that there is a significant catch-up required in the use of robots and automation compared to other EU countries as shown by an analysis of the number of robot installations undertaken during 2008 for selected EU countries within the food and drink sector.
France Italy Spain UK
Food, Beverage &
Tobacco 215 200 230 80
Using 1990 as the benchmark the UK cost of robot installations in real terms has fallen by 50% whereas labour compensation costs have effectively doubled within the same period.
Data for 2007 from the Office of National Statistics shows the hourly wages (excluding social costs) in the Food industry to be £8.69.
Recent studies (by ABB Robotics) have determined the typical operating cost per robot per hour is £5.00 demonstrating the clear cost effectiveness of automation.
There are a number of cost benefits businesses can achieve through the introduction of automation solutions to their everyday processing. These include:
1. Reduced operating costs
2. Improve product quality & consistency
3. Improve production output rate
4. Reduce material waste and increase product yield
5. Reduce labour turnover and labour recruitment difficulties
6. Save space in high value manufacturing areas
However to maximise the return on investment it is important that all the right skills are available to maintain and troubleshoot such equipment. This will require training and competency in a range of skills.
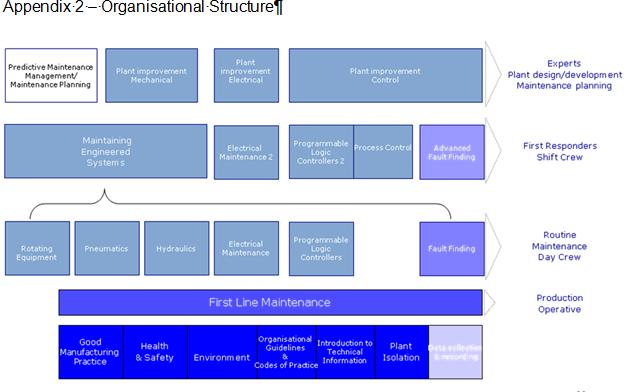
Appendix 1 - Ways of Working
Appendix 2 – Organisational Structure
To view our interactive catalogue please click here!
To view our catalogue as a pdf please click here!
To view this white paper as a pdf please click here!
Find out more
MCP Consulting and Training – www.mcpeurope.com
Blythe Valley Innovation Centre
Central Boulevard
Blythe Valley Business Park
Shirley, Solihull
West Midlands. B90 8AJ UK
Telephone: +44 (0) 121 506 9032
Email: This email address is being protected from spambots. You need JavaScript enabled to view it.
The National Skills Academy
Food & Drink Manufacturing - www.foodanddrink.nsacademy.co.uk
CenFRA - www.cenfra.co.uk
